![]()
![]()
弊社は海外の数多くの工場と提携してフローリングを輸入していますが、こちらでご紹介する工程は一番オーソドックスな工程になります。
工場によっては若干、工程が変わることもございますのであしからずご了承ください。
【フローリング製造の流れ】

■KDルームです。
輸入材の多くは蒸気加熱式乾燥装置です。このような施設に板材を入れて乾燥させます。
乾燥温度は40~90℃ぐらいと広く、広葉樹のいろいろな樹種に対応できます。
乾燥時間は樹種やその時の天候(湿気の状態)でまちまちになりますが、おおよそ1~3週間は必要です。
通常フローリングはこの乾燥工程で含水率を8~10%まで落とします。お届けまでに時間がかかりますので、みなさまのお手元に届く時にはおおよそ10~12%になっています。
(梅雨時期などはもう少し高くなっている場合もあります。)
また床暖房用は樹種により変わってきますが、ほとんどの樹種はKDの時点で0~4%ぐらいまで落とします。みなさまのお手元に届くころには4~8%になっているのが多いです。
※主な蒸気加熱式乾燥装置の内部構造の図(日本木材乾燥施設協会資料より
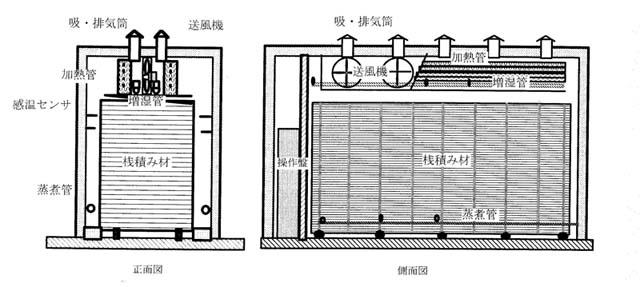

■乾燥室の中です。このようにサンギの上に載せて、温風の空気が木材のすみずみまで通るようにして、乾燥むらがないようにします。
乾燥室の中の木材の並べ方は各工場、まちまちで、乾燥室の形状や施設の状況、また乾燥させる木材の樹種の違いによっても変わってきます。
ちなみにこの写真はチークの板材を乾燥させている写真です。

■乾燥からあがってきたら、次は原材料のチェックと選別をしていきます。
ユニタイプのフローリングはおおよそ5枚ピースで1820mmの長さにしていきますので、できるだけ無駄がないように組み合わせるように選別していきます。
※一番左に写っているのが弊社の創業者です!

■縦継ぎタイプ(ユニタイプ)のピースを作る機械です。
写真をクリックして拡大していただくと、わかりやすいと思うのですが、左に積み上げられた木材のピースの端がギザキザになっているのがわかるかと思います。
このようにユニタイプのジョイント部分は、ジョイント部分がはずれないように必ずギザギザ加工をします。

■縦継ぎタイプ(ユニタイプ)のジョイントをする機会です。
先ほどのギザキザ部分にボンドを注入した後に、この機械の真ん中部分の台に木のピースを並べてプレスしていきます。

■縦横継ぎタイプ(FJLタイプ)の圧着をする機械です。
この機械はいわゆる「フリー板」などの板を作る場合も使用されます。
FJLタイプは縦継ぎ部分はギザギザ加工をして接着し、横継ぎ部分はほとんどの場合ギザギザ加工はせずにそのまま圧着で接着していきます。
この機械の上の部分から地面方向に向かってプレスして圧着します。

■モルダーという機械です。
モルダーとは加工材を自動送りして一度に多軸加工を行う機械のことで、上下・左右等の面を同時に切削加工するため、一工程で加工材の真直度・幅・厚さ決めを行えます。
この機械に板材を入れると長手方向のサネとフローリング裏面の糊ラインが同時に加工されて出てくるんですね。
とっても便利な機械です!
「軸」というところにカッターが入っていてそのカッターがフローリングのサネ加工をしていきます。
一般的に軸の数が多いほど、たくさん加工できます。10軸あるのもあるそうですよ。

ちなみにこちらがモルダー用の平面削り用のカッターです。

こちらは縦軸ブロックに使われる一般的なカッターです。

■こちらはほかの工場で実際にモルダー加工をしている写真です。
写真の機械の左側の人が板材を入れて、右側の人が加工が終わったフローリングを取ります。

■ダブルエンドテノーナーという機械です。
この機械にフローリングを通すと両端の短手のサネが出来上がります。
写真奥に小さく女性が見えると思いますが、写真の奥からフローリングを入れて手前に自動で運ばれてくる中で自動的に短手のサネを切っていきます。
この工程が終わるとおおよそフローリングの形が出来上がることになります。
ちなみにこの写真はインドネシアの弊社提携工場でチークフローリングを製造している時の写真です。

■こちらはほかの工場で実際にモルダー加工をしている写真です。
写真の機械の左側の人が板材を入れて、右側の人が加工が終わったフローリングを取ります。

■ちなみにこれがワイドサンダーの機械の中。
機械の真ん中にベルトのようなものが見えますが、これは大きなサンディングペーパーのロールです。
このサンディングペーパーのロールが高速回転してフローリングの表面を滑らかにしていきます。
通常、ワイドサンダーでフローリングの最終仕上げをするときは#180のサンディングペーパーのロールを使います。

■これはUV塗装の機械です。
UV塗装とはウルトラバイオレット(ULTRA
VIOLETRAYS)の略語で、UV(紫外線)を照射して乾燥を早くする方法です。よく化粧品でいわれるUVカット(紫外線カット)を意味するものではありませんのでご注意を。
塗り方は写真のように円筒形のローラーにコーティング剤が着いていてフローリングの表面に塗っていきます。
通常、塗装はフローリングの裏面にシーラーと呼ばれる塗装の下地材を1回、表面は下地材を2回、トップコートと呼ばれる表面仕上げのコーティングを1回塗ります。
裏面にも塗装をするのは、無垢フローリング材が片面だけ湿気を吸収すると反りやすくなるため、反り防止のために表も裏も塗るのです。

■これがUV照射をして乾燥させている写真です。
グリーン色の光が見えますね。
左奥に見えるのが先ほど説明しました、ローラーで塗料を塗っている機械です。
UV塗装の一番のメリットは乾燥が早く済むので、すぐに検品、梱包作業に入れることです。
■UV塗装とは
フローリングでいうところの「UV」とは、一般的にお馴染みのある化粧品などの「UV」とは意味がかなり違います。語源は同じ「ウルトラバイオレット」で紫外線なのですが、化粧品の場合は紫外線カットの意味でつかわれます。 ところがフローリングの塗装の場合は 「紫外線照射をして乾燥させる塗装」のことを「UV塗装」と言います。
UV塗装の長所と短所は下記の通りです。
●長所
1.表面での塗膜が少し硬めで、耐摩耗性がある。
2.塗装を乾かす時間が短時間で済み、塗装後、すぐに梱包が可能なので大量生産が可能。
●短所
1.硬化塗料で塗装をするので木の調湿、呼吸ができにくい。また硬い塗料で覆われているため、木の温もりが感じられないと感じる人もいる。
2.機械や塗料がかなり高価。
3.機械のラインが長く、30~50mぐらいは必要。
4.フローリングなどの平面の塗装は機械があれば簡単にできるが、立体のものは塗料を塗布後、紫外線を均一にあてるのが難しい。
■PU塗装とは
PU塗装とは「ポリウレタン塗装」の略です。この塗装はスプレーで吹き付ける場合とフローコーターという機械で塗る場合がありますが、フローリングの場合はフローコーターという機械で塗るのが一般的です。 UV塗装と違い、自然乾燥なので乾燥に時間がかかるのが特徴です。
PU塗装の長所と短所は下記の通りです。
●長所
1.UV塗装よりは若干、表面の硬さは柔らかいものの、日常生活には問題ない、硬さと耐摩耗性がある。
2.UV塗装よりもわずかであるが、調湿効果が期待できる。
3.塗装の機械の価格がUVに比べてはるかに安い。また工場の機械のスペースが少なくて済む。
●短所
1.工場での機械のスペースは少なくてすむが、乾燥に時間がかかるため、乾燥させるラックなどが必要になり、ほこりが入らないように特別の乾燥室が必要。
【まとめ】
仕上がり品のUV塗装とPU塗装の違いは、一般の方は違いがほとんとわからないと思います。私たち、フローリングの専門家でも経験の浅い社員などはどちらが、UVかPUか判断できないほど、違いがわかりません。
塗装がUVなのかPUなのかは、「現地の工場の都合である」というのが実情だと思います。大量生産できるほどのたくさんの原材料が入手できる工場はUV塗装ですが、東南アジアなどで少量の材料しかでない高価な材料はPU塗装の場合が多いです。 また日本国内でも無垢フローリングを特別に塗装工場で塗装する場合も大量生産でないため、PU塗装になります。反面、合板などは大量生産なのでほとんどがUV塗装になります。
店長の私見ですが、UVかPUかというのはあまりこだわらないでもいいかと思います。それよりも植物オイル系の「自然塗装」にするか、「UV,もしくはPU」にするかを考えられたらいいと思います。

■検品の風景です。
このように必ず二人一組でペアになって検品します。
目つきは真剣そのものですね!
検品を長時間していると、とても目が疲れます。ですので検品作業は比較的、若い方がされることが多いです。

■店長が現地の検品している人に指導しています。
検品はこの写真のように、必ずフローリングを斜めにして行います。
このように斜めにすると、フローリングが光に反射しにくく、検品ミスが防げるのです。
※この写真は弊社の中国大連の協力工場での写真です。検品しているのは弊社のオークユニフローリングです。

■パッキングです。
できあがったフローリングを人の手で丁寧にパッキングしていきます。
フローリングの入れ方は決まりがあって箱の表面に接しているフローリングは必ず裏向きに梱包されています。
これは梱包からフローリングを出す時にカッターの刃でフローリングの表面を傷つけることが無いようにするためです。

■フォークリフトでフローリングをコンテナに積みます。
パッキングが終わったフローリングはこのようにリフトに載せられてコンテナに搬入されます。フローリングをリフトで傷つけないように、丁寧にコンテナに入れていきます。
また海上運送の際に荷崩れを起こすと、商品価値がなくなってしまうので荷崩れが起きないように細心の注意を払って積み込みます。

■日本に向けて出発です!
コンテナいっぱいに積まれたフローリングが日本に向けて出発します。このコンテナが船に積み込まれ、日本の港に着きます。
その後、通関手続きがあり、それが完了するとやっと無垢フローリングドットコムの倉庫に搬入されることになります。
あとはみなさまのご注文を待つばかりです。
みなさん、よろしくお願いしまーす!